冷轧中乳化液对轧制力影响
2022-03-15 作者:润滑油情报网 来源:
摘要:乳化液主要由基础油、乳化剂、添加剂和水组成。除了乳化剂外,其他各组分的性能、含量也会对乳化液的润滑性能、使用效果及使用寿命产生重要影响。
在可逆轧机起车及降速阶段,采用相同的压下规程,适当增加乳化液的浓度,就可以明显降低轧制力;当其他条件基本一致时,56 ℃的乳化液比 49 ℃的乳化液润滑能力差,轧制力平均大 3%左右,而且是每道次轧制力都要大一些;在轧制薄规格带钢时,必须用参数适宜的乳化液进行轧制润滑,才能使单机架平稳地轧制薄规格带钢。
乳化液主要由基础油、乳化剂、添加剂和水组成。除了乳化剂外,其他各组分的性能、含量也会对乳化液的润滑性能、使用效果及使用寿命产生重要影响。乳化液的主要功能有冷却、润滑、防锈等,其化学性能对其功能有一定的影响。其冷却功能主要是用以冷却轧件和轧辊,减小轧件变形,提高板形精度,延长轧辊寿命,进而提高轧制速度和压下量,提高生产率。在现有的乳化液中均加有各种润滑添加剂,如脂肪酸油、酰胺酯、聚合物等,它们可起到轧制润滑的作用,能有效减小轧辊和轧件之间的摩擦力,提高产品的精度和表面光洁度,延长轧辊寿命。某厂采用斯图亚特公司的轧制油,乳化液为大轧制力弥散形乳化液。该乳化液黏度为 55 Pa·s(40 ℃时),皂化值为 190 mgKOH/g,闪点 230 ℃,pH 值为 5.3~5.8,存放温度为 25~40 ℃。
01
乳化液温度对轧制力的影响
乳化液的使用温度也是影响轧制润滑的主要因素之一,温度影响弥散形乳化液的油滴颗粒大小和展着性。过低的温度有可能使乳化液产生酸败,生长细菌,且低温不利于轧制油中极压剂等添加剂发挥作用而影响润滑;温度过高,乳化液颗粒度易长大,影响乳化液稳定性,油耗上升。在其他条件完全相同的情况下,不同乳化液温度对轧制带钢有一定的影响,如表 1 所示。
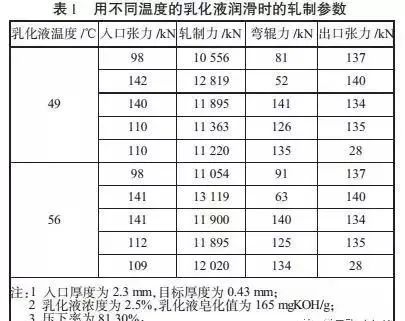
由表 1 可以看出,在其他条件完全相同的情况下,56 ℃的乳化液比 49 ℃的乳化液润滑能力差,使得轧制力平均大 3%左右,而且是每道次轧制力都要大一些。
02
乳化液浓度对轧制力的影响
乳化液浓度是乳化液在使用过程中的一个重要参数,在轧制不同品种规格的带钢时,有不同的乳化液浓度适中值。乳化液浓度高,离水展着量增加,导入油膜量增加,导致过润滑,会造成带钢和轧辊之间打滑,容易产生划伤、轧机共振、板形不良等现象;乳化液浓度低,离水展着量减少,导入油膜量减少,能耗增加,导致润滑不足,且使轧后板面发黑,容易产生热划伤、轧机共振等现象。调整乳化液浓度是实现更大压下率和减小轧制力的重要手段之一。在其他条件基本相同的情况下,不同乳化液浓度对轧制带钢存在一定的影响,如表 2 所示。
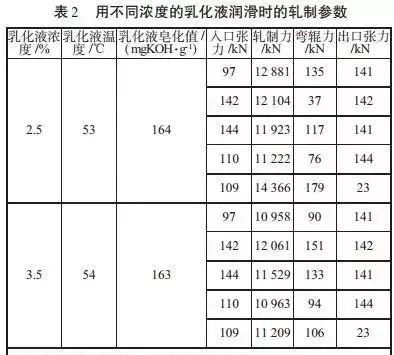
从表 2 可以看出,在其他条件基本相当的情况下,浓度为 2.5%的乳化液比浓度为 3.5%的乳化液的润滑能力差,使得每道次轧制力都大一点,末道次轧制力甚至大 310 t,这对板形影响很大,不利于带钢正常下线,甚至断带。所以当采用相同的压下规程时,仅适当增加乳化液的浓度,就可以明显降低轧制力,这样原本不可能的压下率就得以实现。
03
乳化液皂化值对轧制力的影响
皂化值是评价轧制油润滑性能的重要指标,反映轧制油中的动植物油脂肪酸含量,通常是用氢氧化钾与轧制油浓缩油进行皂化反应,1 g 轧制油浓缩油所消耗氢氧化钾的毫克数即为此轧制油的皂化值。一般认为轧制油的皂化值越高,其润滑效果越好。乳化液中的杂油不具有润滑能力,因此如果乳化液中杂油含量大,乳化液皂化值就会下降。当乳化液皂化值下降时,单位体积的乳化液润滑能力也会下降。根据乳化液厂家提供的报告,将原来轧制普通产品的皂化值大于 140 mgKOH/g 修改为乳化液皂化值大于 160 mgKOH/g。
04
结论
在轧制过程中发现,在其他条件基本相同的情况下,乳化液浓度、温度、皂化值对轧制力的影响非常大。
1)在可逆轧机起车及降速阶段,当采用相同的压下规程时,适当增加乳化液的浓度,就可以明显降低轧制力。
2)当其他条件基本一致时,56 ℃时的乳化液比 49 ℃的乳化液润滑能力差,轧制力平均大 3%左右,而且是每道次轧制力都要大一些。
3)在轧制薄规格带钢时,必须用参数适宜的乳化液进行轧制润滑,才能使单机架平稳地轧制薄规格带钢。






 粤公网安备 44010402003386号
粤公网安备 44010402003386号