钛合金为什么这么难切?
2021-09-16 来源:润滑油情报网
摘要:钛合金具有密度小、强度高、耐腐蚀等优点,因此在航空、航天、发电设备、核能、船舶、化工、医疗器械等领域中得到了越来越广泛的应用。
钛合金具有密度小、强度高、耐腐蚀等优点,因此在航空、航天、发电设备、核能、船舶、化工、医疗器械等领域中得到了越来越广泛的应用。
钛合金难切削原因
①钛屑易燃:在高温下(600C),钛屑容易燃烧。
②导热性差:钛合金的导热系数小,仅为45钢的1/6-1/7,而且密度小,切削热量集中在切削刃附近,刃区温度高,刀具磨损剧烈。
③化学亲合力大:与含Ti的硬质合金粘结严重,而很多刀具的涂层都含Ti。
④弹性模量小:约为45钢的弹性模量的1/2,故弹性恢复大,摩擦严重。同时,工件也容易发生装夹变形。
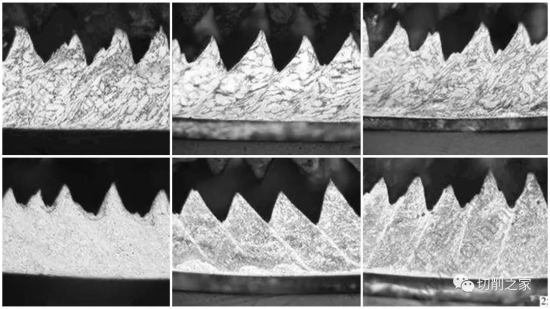
⑤冷硬现象严重:钛的化学活性大,在高的切削温度下,很易吸收空气中的氧和氮,形成硬而脆的外皮,同时切削过程中的塑性变形也会造成表面硬化。冷硬现象不仅会降低零件的疲劳强度,而且能加剧刀具磨损。
⑥刀屑接触长度短:钛合金的切屑在空气中的氧和氮的作用下,会形成硬脆的化合物,使切屑成短碎片状,因而刀屑接触长度很短,切削力和切削热集中在切削刃附近,刀具容易崩刃。
切削钛合金具体措施
刀具材料选择:选用不含Ti的YG类(ISO的K类)硬质合金,例如金刚石和立方氮化硼刀具。
刀具几何参数选择:刀具前角及主偏角应较小,并须磨出适当的刀尖圆弧,后角应较大。
切削用量选择:选用较低的切削速度、较大的进给量和背吃刀量。
冷却润滑:一般应选用极压乳化液来冷却,流量应充足。但若对零件的疲劳强度要求较高时,则切削液中不应含有硫、氯,此时应选用普通乳化液。如使用含氯的切削液,切削过程中在高温下将会释放出氢气,被钛吸收,引起氢脆,也可能引起钛合金高温应力腐蚀开裂。






 粤公网安备 44010402003386号
粤公网安备 44010402003386号